Le poinçon standard : mesure 80 mm de long et est destiné à être monté sur une tige filetée emmanchée ( non fournie) pour le poinçonnage à chaud des métaux.
Autres longueurs parfois demandées : 100 mm de long pour poinçonnage à froid ou utilisation d'un guide.
Si la surface de gravure est supérieure à +- 1cm² le prix est variable en fonction de cette surface, de la complexité du dessin et aussi de la profondeur de gravure, donc du temps nécessaire à la réaliser.
Profondeur gravure + importante sur demande, si le format et le logo le permettent.
Il est aussi possible d'obtenir un poinçon plus détouré, toujours si le format et le logo le permettent.
L'augmentation du prix est fonction du temps nécessaire à ce détourage qui est réalisé à la main.
Attention les poinçons de grand format et/ou fortement dissymétriques sont difficiles à bien appliquer (surtout à chaud) à main levée !
Les poinçons sont réalisés (sauf format spécial) dans des barreaux de 20x20 mm de section.
Ils sont bombés (standard) pour une frappe au marteau, ou plat sur demande pour une utilisation à la presse.
Un trou de 6 mm permet divers montage, dont la fixation sur tige filetée.
Un trou fileté en M6 dans l'axe du poinçon (plat) peut être réalisé sur demande, pour des marques destinées à la pyrogravure (le poinçon est alors chauffé) ou autre montage L'acier utilisé est le 1.2436, X210CrW12 contenant 12% de chrome, qui une fois trempé et revenu ( à 300°C ) donne une dureté de 60HRC.
Après avoir imaginé le logo il faut le dessiner dans un format plus grand, 6 fois par exemple.
Si je veux un poinçon de 10x10 mm il faut le dessiner dans un carré de 60x60 mm. Si le rectangle est préféré opter pour un rapport longueur /largeur proche de 1.618 (ce chiffre représentant le rapport d’esthétique idéal est aussi appelé le nombre d’or) pour simplifier 1,5 est aussi satisfaisant. Ce qui donnera un poinçon de 6 x 9 mm ou 8 x 12 mm 10 x 6.67 mm.
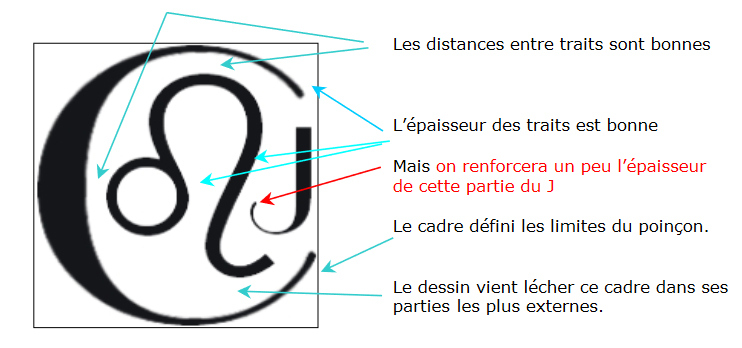
Vous dessinerez donc votre poinçon dans un rectangle de 36 x 54 par exemple. Le cadre de ce carré ou rectangle représente la limite extérieure des traits du poinçon. Il faut vous imaginer que ce que vous dessinez sera 6x plus petit sur le poinçon. Les traits du logo seront en saillie sur le poinçon ( ce sont eux qui doivent pénétrer, repousser, écarter le métal de la pièce à marquer) et que l’outil de gravure doit enlever la matière entre ces traits mais au format réel du poinçon.
Il faut donc faire certains compromis pour y arriver, les fraises et/ou burins étant coniques de façonà ce que les traits du poinçon soient coniques pour une plus grande résistance mécanique, ont un encombrement dont il faut tenir compte. C’est pour cette raison qu’il faut sur le dessin 6x laisser un espace minimum de 4 mm entre les traits ( pour tenir compte de l’encombrement des fraises et outils ). De même pour avoir une bonne résistance mécanique l’épaisseur des traits sera de minimum 3 mm.
Ce qui à l’échelle du poinçon représente 0,5 mm Je me dois de spécifier que ces « impératifs « sont valables pour une profondeur de gravure comprise entre 0,8 et 1mm ; pour un poinçon beaucoup plus petit aux traits plus fins et plus serrés, la profondeur de gravure sera aussi beaucoup plus faible, (ce qui est le cas pour les poinçons de métal précieux). Dans le cas de dessin (autre que lettre) réduisez les détails car ils n’apparaîtront plus correctement.
En générale pour une bonne durée de vie du poinçon en acier trempé :
*Si vous poinçonnez à chaud, n'oubliez pas de le plonger dans l'eau après chaque poinçonnage à chaud, afin d’éviter qu'il ne s'échauffe au-dessus de la t° du revenu, ce qui aurait pour effet ( bien que sa dureté Rockwel soit aux alentours de 60HRC ) de l'attendrir un peu.
*Si vous poinçonnez à froid, il est impératif ce que le métal soit bien recuit, pensez-y, la vie de votre poinçon en dépend. Les personnes pratiquant la sculpture métallique à base de récupération de toutes sortes de pièces industrielles ou autres (en aciers divers, cémentés ou trempé; en fonte etc...) dont les caractéristiques sont généralement inconnues, doivent s'assurer que la partie de leurs oeuvres qu'elles vont poinçonner, soit bien dans un état de recuit. Ou, par exemple, ne poinçonner que des pièces d'acier doux qui seront préparées et marquées à l'avance.
Ce sont des précautions que l'utilisateur du poinçon doit absolument prendre lui-même, moi qui fabrique le poinçon je ne saurais évidement pas contrôler sont utilisation, je ne peux m'assurer que sa dureté sera correcte pour son utilisation normale.
Pour les aciers durs de coutellerie, poinçonner à froid est évidement possible (voire remarque ci dessus) mais la marque est plus faible et bien sur, la durée de vie du poinçon sera un peu raccourcie On peut poinçonner soit au forgeage, soit avant la trempe de la lame. Procéder alors de la manière suivante, monter dans un 1er temps la lame au rouge sombre, poinçonner rapidement, la remettre immédiatement à chauffer, puis tremper. Faire quelques essais pour maîtriser la technique.
Quant à la régularité elle dépend surtout de l’aplomb du poinçon sur la surface, de l’état suffisamment ductile de cette surface et aussi, si pas surtout, du coup de marteau bien dosé et parfaitement dans l’axe.Il est important lors de la frappe d’éviter tout glissement du poinçon, glissement qui pourrait provoquer le cisaillement des traits très fins du poinçon. C’est pour éviter ce problème que, les axes du poinçon et par conséquent de la frappe doivent-être perpendiculaires à la surface à poinçonner.
Tout cela, sous-entend une grande habitude de son poinçon. On peut évidemment se servir d’un guide de frappe ou d’une presse pour effectuer le poinçonnage.
Pour les métaux en feuille, alu, argent, cuivre, laiton, (bien recuit si utilisés en fine épaisseur en ciselure au repoussé)... Veiller à ce que cette feuille, soit bien plane et posée sur une surface rigide (ou légèrement souple pour la technique de ciselure au repoussé), suffisamment massive et bien plane, elle aussi.
Pour le marquage du bois, on utilisera la pyrogravure, en chauffant suffisamment le poinçon pour que la trace soit brûlée plus ou moins fort. On peut envisager la même technique pour marquer des plastiques, voire des tissus, mais des essais sont nécessaires pour déterminer la température du poinçon Pour un marquage régulier le poinçon sera tenu, ici aussi, le plus d’aplomb possible et une pression adéquate en fonction de la matière, exercée sur le poinçon. Les bois durs peuvent se marquer simplement à froid.
Certainement plus marginal, mais vous pouvez aussi utiliser votre poinçon pour cacheter à l’ancienne un document et apposer votre marque dans la cire. De même que si vous encrez votre poinçon vous pourrez vous en servir comme d’un tampon à papier.
Suivant son utilisation le poinçon sera fabriqué en acier trempé pour le marquage des métaux, en acier non trempé ou laiton pour le marquage du cuir, du bois ( à chaud ), dorure sur cuir (à chaud) ...